我们的<二道江>【本地】无缝钢管-滤水管厂家专业生产团队产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:<二道江>【本地】无缝钢管-滤水管厂家专业生产团队的图文介绍


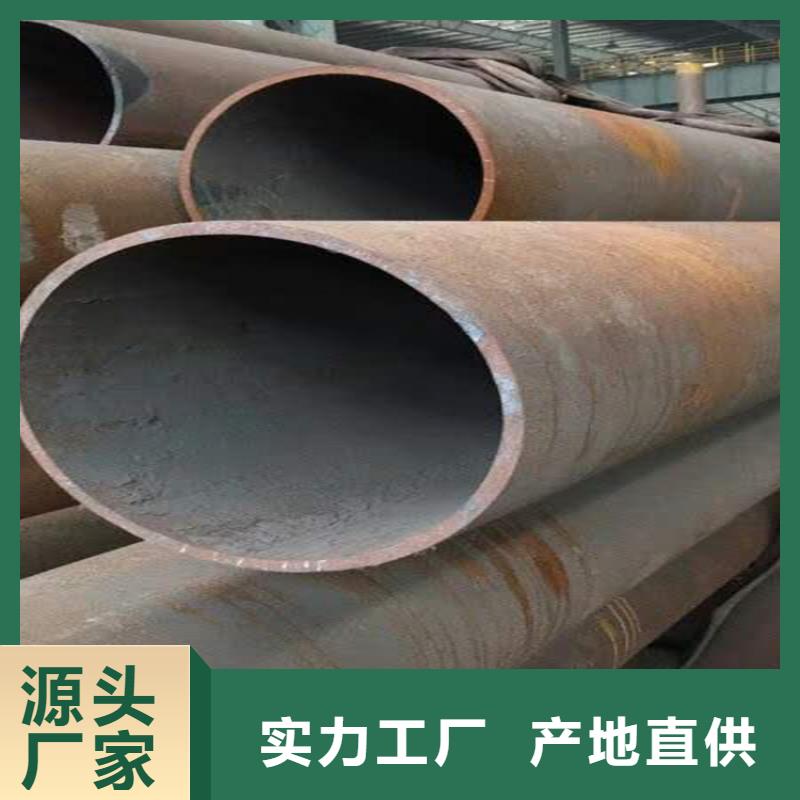
工艺流程概述 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 b.无缝钢管,因其用途不同而分为如下若干品种: GB/T8162-1999(结构用无缝钢管)。主要用于一般结构和机械结构。其代表材质(牌号):碳素钢20、45号钢;合金钢Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(输送流体用无缝钢管)。主要用于工程及大型设备上输送流体管道。代表材质(牌号)为20、Q345等。GB3087-1999(低中压锅炉用无缝钢管)。主要用于工业锅炉及生活锅炉输送低中压流体的管道。代表材质为10、20号钢。GB5310-1995(高压锅炉用无缝钢管)。



山特金属制品有限公司是【异形管、】等产品专业生产加工的厂家,拥有完整、科学的质量管理体系。山特金属制品有限公司的诚信、实力和【异形管、】产品质量获得业界的认可。


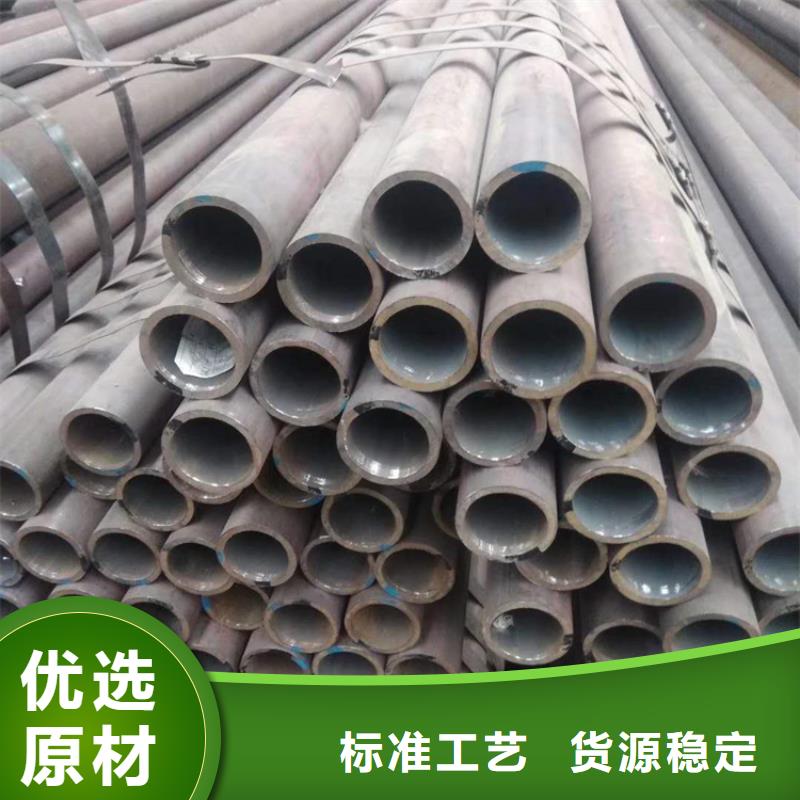
GB/T3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他用途无缝钢管。其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它用途管。其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊接钢管)。主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。GB/T14980-1994(低压流体输送用大直径电焊钢管)。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体和其它用途。其代表材质Q235A级钢。



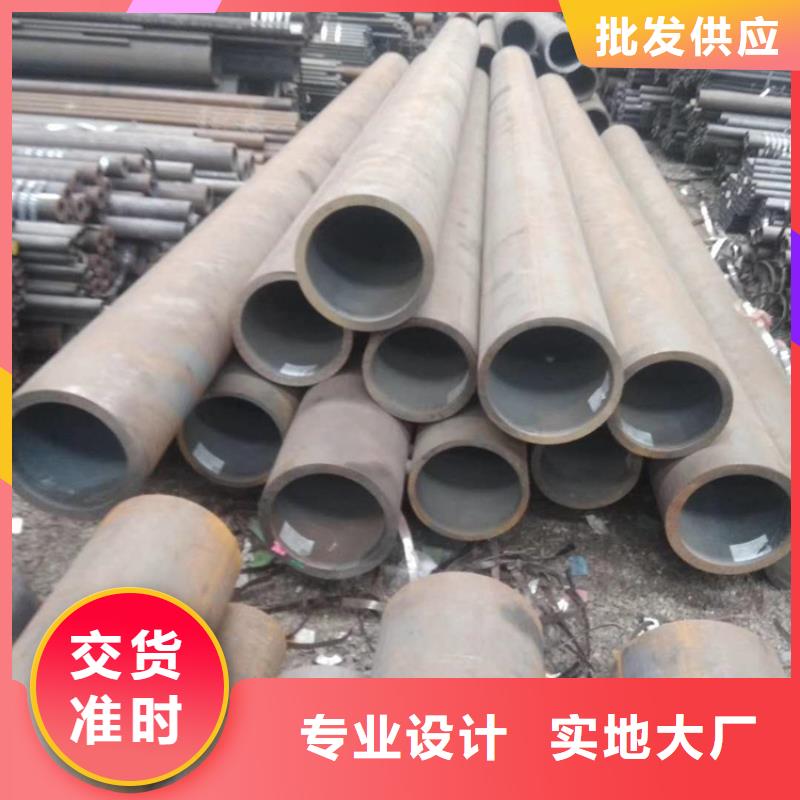
如果碳含量太低,则韧性增加并且强度不足。为了获得调质零件的良好综合性能,通常将碳含量控制在0.30?0.50%.钢管是一种具有良好的冷热加工性能,良好的机械性能,价格低廉,来源广泛的中碳结构钢,因此被广泛使用。 它的大缺点是淬透性低,横截面尺寸大以及不宜使用较高的工件,无缝钢管的淬火温度为A3(30?50)℃。实际上,通常采用上限。较高的淬火温度可以加快工件的加热速度,减少表面氧化,并提高工作效率。为了使工件的奥氏体均匀化,需要足够的保持时间。



 扫一扫
扫一扫